平面双向拉伸工艺与管膜法工艺之比较
2018-10-16 20:37:54 点击:
|
平面双向拉伸工艺与管膜法工艺之比较
|
||||||||||||
|
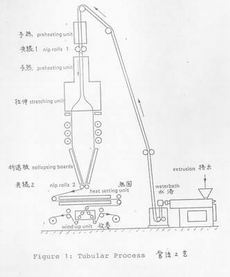
....双向拉伸塑料薄膜可以采用管膜拉伸法和平面双向拉伸法两种工艺生产,该两种生产工艺各有特点。
|
||||||||||||
|
||||||||||||
|
||||||||||||
|
....如下表所示,为两种工艺的优缺点比较。可以知道管膜工艺在各项比较都劣于平面拉伸工艺。
|
||||||||||||
|
||||||||||||
- 上一篇:BOPP烟膜耐磨性能研究及全新解决方案 2018/10/16
- 下一篇:双向拉伸薄膜历史与发展 2018/10/16